医薬品製造に関わる基礎知識をまとめて紹介します。原材料の発注と受入れ検査についてのレポート。医薬品の品質管理、医薬品をつくる工程で大切なことをまとめました。
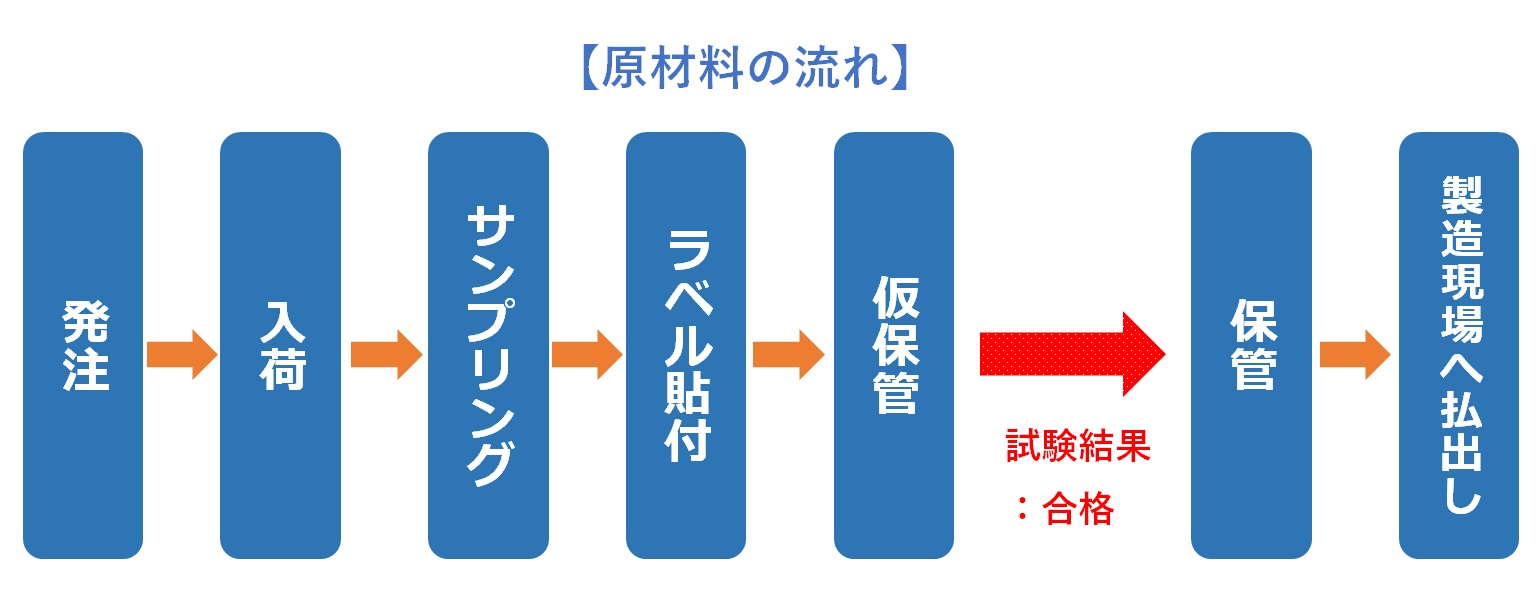
原材料の流れ「サンプリング」
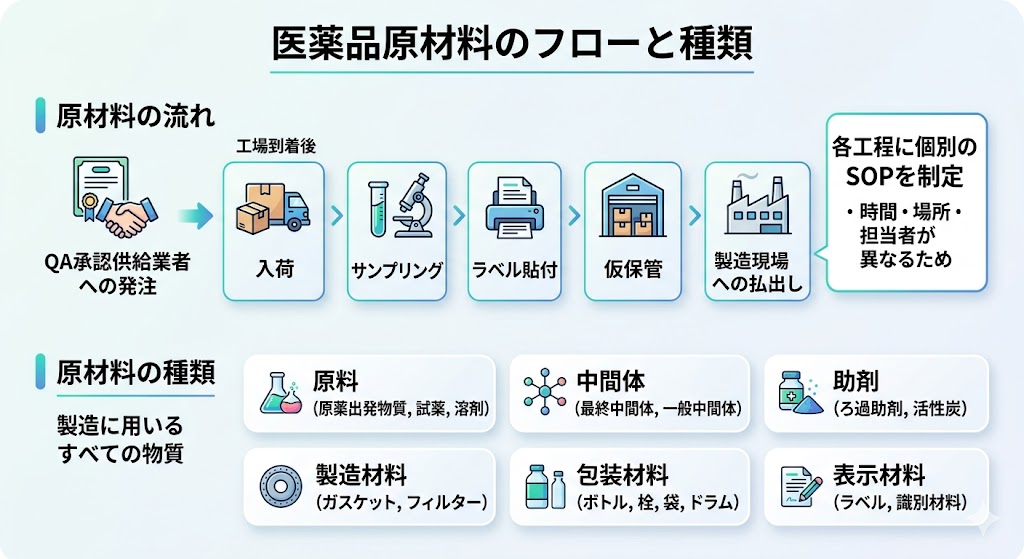
原材料のサンプリング
原材料を入荷した際、受入試験を実施するため、指定された容器からサンプルを抽出(サンプリング)しなければならない。
サンプリングは、製造部門や資材部門からの依頼に基づき、独立した組織であるQC(品質管理部)が実施するのが原則である。
ただし、作業に危険や困難(夜勤帯での対応、無菌室等の特殊環境への入室など)が伴う場合、あるいは品質リスクが低い原材料については、SOP(標準作業手順書)を整備し、十分な教育訓練を実施した上で、製造部門等へ業務を委託することが許容される。
サンプリング手順
サンプリング手順はSOPとして文書化し、以下の項目を詳細に規定しなければならない。
・サンプリング方法
・使用するサンプリング機器
・サンプリング量
・必要なサンプルの小分け方法
・サンプル容器の材質・形状
・サンプル容器への表示(ラベル)
・特殊なサンプル(無菌原料、有毒原料など)の取り扱い注意事項
・保管条件
・サンプリング容器および機器の洗浄・保管方法 など
サンプリング作業は、交叉汚染(クロスコンタミネーション)や環境からの汚染リスクを排除するため、専用のサンプリング室など、あらかじめ定められた適切な清浄度管理下で実施する。
サンプリング数
サンプルは、当該ロット全体の品質を正しく代表するよう抽出されなければならない。
同一ロットで複数の容器が存在する場合、全容器からサンプリングし、個別に試験を行うのが原則である。
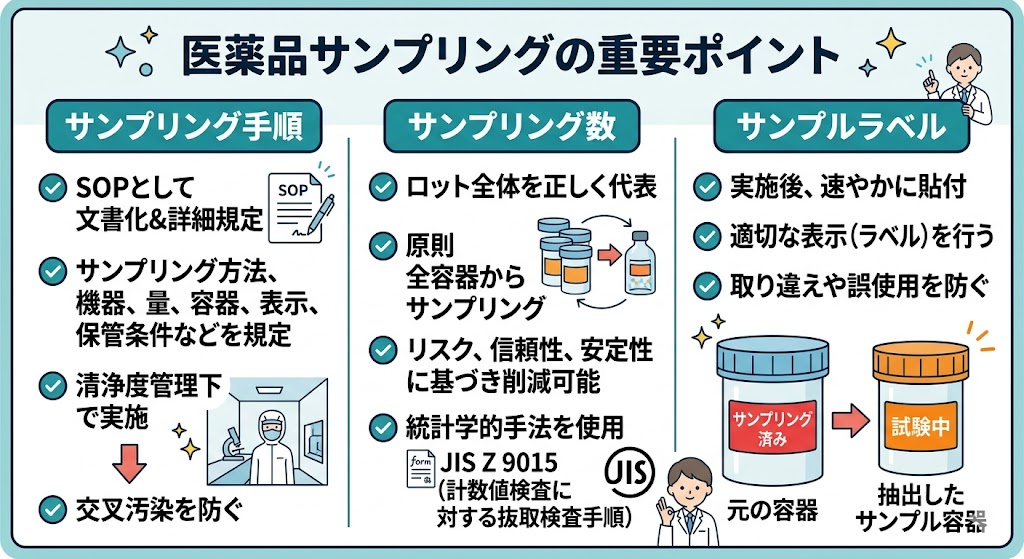
しかし、原材料の品質リスク、供給業者(サプライヤー)の信頼性評価結果、および過去の品質の安定性が十分に担保されている場合は、サンプリング数の削減が許容される。
なお、抜取数は統計学的手法に基づき算出する。JIS規格であるJIS Z 9015(計数値検査に対する抜取検査手順)は、ISO 2859に準拠したグローバルスタンダードとして広く適用されている。
サンプルラベル
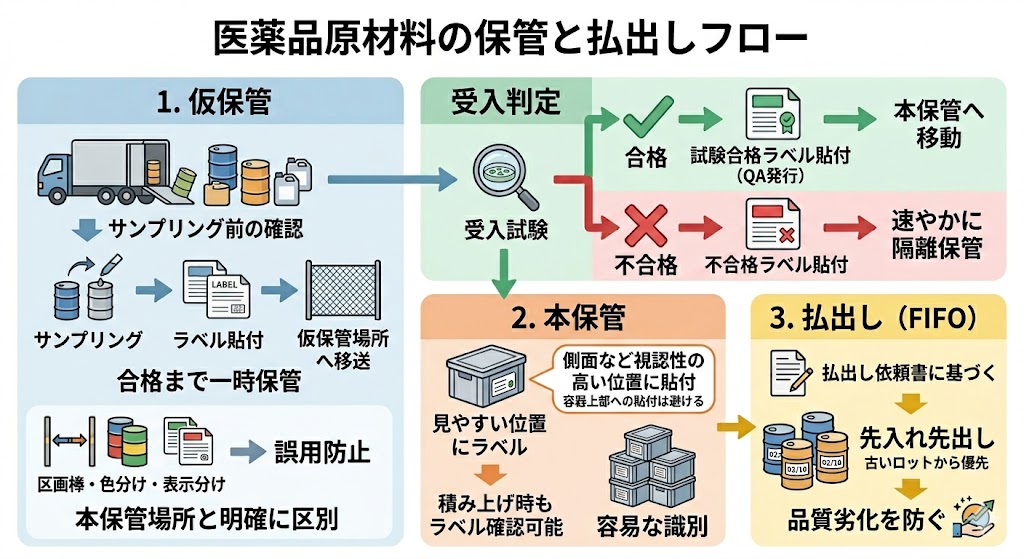
サンプリング実施後、対象容器および抽出したサンプル容器の双方に対し、速やかに適切な表示(ラベル貼付)を行う。
サンプリングを行った元の容器にはサンプリング済みラベルを、抽出したサンプル容器には試験中ラベル等のステータスラベルを貼付し、取り違えや誤使用を防ぐ状態識別を確実に行う。
【ポイント】
1. サプライヤー管理の厳格化とサンプリングの最適化
JIS Z 9015等を用いた抜取検査(サンプリング数の削減)を導入・継続するには、単なる統計的な計算だけでなく、供給業者の定期的なオーディット(査察)や品質異常発生時のCAPA(是正・予防措置)の評価が不可欠である。品質トレンドに悪化の兆候が見られた場合は、即座に全数サンプリングへ戻す基準をSOPに明記しておくべきである。
2. 交叉汚染防止のための機器管理(ディスポーザブル化の検討)
サンプリング機器からの交叉汚染は、重大な製品回収(リコール)に繋がるリスクがある。サンプリングツール(サンプラー)は洗浄バリデーションが困難な形状であることも多いため、近年では洗浄プロセスを省略でき、交叉汚染リスクをゼロにできるディスポーザブル(単回使用)機器への移行が業界のスタンダードとなりつつある。
【用語解説】
| QC(品質管理部) | Quality Controlの略称。医薬品の品質が規定の規格に適合しているかを確認するため、原材料や製品の試験・検査を行う独立した部門。 |
|---|---|
| SOP(標準作業手順書) | Standard Operating Procedureの略称。誰が作業を行っても同じ結果と品質を保てるように、作業の目的や手順を詳細に規定した公式文書。 |
| 交叉汚染(クロスコンタミネーション) | ある医薬品や原材料に、別の医薬品・原材料・微生物などが混入すること。 医薬品製造において最も防がなければならない重大な品質リスクの一つ。 |
| ロット | 同一の製造条件で連続して生産され、均質性が保証された製品や原材料の「ひとまとまり」のこと。品質管理や追跡調査の基本単位となる。 |
| JIS Z 9015 | 計数値検査に対する抜取検査手順を定めた日本産業規格。国際規格(ISO 2859)に準拠しており、統計学的に信頼性の高いサンプリング数を決定するために用いられる。 |
| オーディット(査察) | 供給業者(サプライヤー)の製造管理や品質管理の状況が適切に行われているか、定期的に訪問・確認する監査活動。 |
| CAPA(是正・予防措置) | Corrective Action and Preventive Actionの略称。品質異常などの不適合が生じた際、その根本原因を特定して再発防止策と未然防止策を講じる一連の活動。 |
| 洗浄バリデーション | 製造設備や器具の洗浄手順が、残留物を許容基準値以下に確実に除去できることを科学的に検証し、文書化すること。 |